
一、橡膠制品基本工藝流程
伴隨現(xiàn)代工業(yè)尤其是化學工業(yè)的迅猛發(fā)展,橡膠制品種類繁多,但其生產(chǎn)工藝過程,卻基本相同。以一般固體橡膠 ( 生膠 ) 為原料的制品,它的生產(chǎn)工藝過程主要包括:
原材料準備→塑煉→混煉→成型→硫化→休整→檢驗
二 、橡膠制品原材料準備
橡膠制品的主要材料有生膠、配合劑、纖維材料和金屬材料。其中生膠為基本材料 ; 配合劑是為了改善橡膠制品的某些性能而加入的輔助材料 ; 纖維材料 ( 棉、麻、毛及各種人造纖維、合成纖維 ) 和金屬材料 ( 鋼絲、銅絲 ) 是作為橡膠制品的骨架材料,以增強機械強度、限制制品變型。
在原材料準備過程中,配料必須按照配方稱量準確。為了使生膠和配合劑能相互均勻混合,需要對某些材料進行加工:
生膠要切膠、破膠成小塊 ;
塊狀配合劑如石蠟、硬脂酸、松香等要粉碎 ;
粉狀配合劑若含有機械雜質或粗粒時需要篩選除去 ;
液態(tài)配合劑 ( 松焦油、古馬隆 ) 需要加熱、熔化、蒸發(fā)水分、過濾雜質;
配合劑要進行乾燥,不然容易結塊、混煉時舊不能分散均勻,硫化時產(chǎn)生氣泡,從而影響產(chǎn)品品質;
三、橡膠制品的塑煉
生膠富有彈性,缺乏加工時的必需性能 ( 可塑性 ) ,因此不便於加工。為了提高其可塑性,所以要對生膠進行塑煉 ; 這樣,在混煉時配合劑就容易均勻分散在生膠中 ; 同時,在壓延、成型過程中也有助於提高膠料的滲透性 ( 滲入纖維織品內 ) 和成型流動性。將生膠的長鏈分子降解,形成可塑性的過程叫做塑煉。生膠塑煉的方法有機械塑煉和熱塑煉兩種。機械塑煉是在不太高的溫度下,通過塑煉機的機械擠壓和摩擦力的作用,使長鏈橡膠分子降解變短,由高彈性狀態(tài)轉變?yōu)榭伤軤顟B(tài)。熱塑煉是向生膠中通入灼熱的壓縮空氣,在熱和氧的作用下,使長鏈分子降解變短,從而獲得可塑性。
四 、橡膠制品的混煉
為了適應各種不同的使用條件、獲得各種不同的性能,也為了提高橡膠制品的性能和降低成本,必須在生膠中加入不同的配合劑。混煉就是將塑煉後的生膠與配合劑混合、放在煉膠機中,通過機械拌合作用,使配合劑完全、均勻地分散在生膠中的一種過程。混煉是橡膠制品生產(chǎn)過程中的一道重要工序,如果混合不均勻,就不能充分發(fā)揮橡膠和配合劑的作用,影響產(chǎn)品的使用性能。混煉後得到的膠料,人們稱為混煉膠,它是制造各種橡膠制品的半成品材料,俗稱膠料,通常均作為商品出售,購買者可利用膠料直接加工成型、硫化制成所需要的橡膠制品。根據(jù)配方的不同,混煉膠有一系列性能各異的不同牌號和品種,提供選擇。
五、橡膠制品的模壓
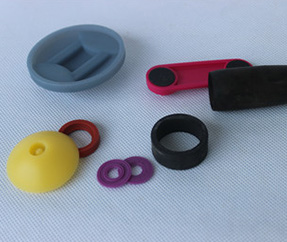
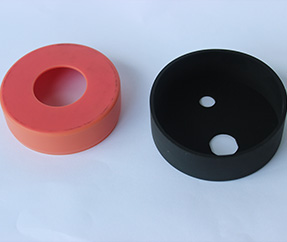
模壓法在橡膠工業(yè)中也是一種極重要的成型方法,把膠料剪裁或沖切成簡單形狀,加入加熱模具內,在成型的同時硫化,制品也是趁熱脫模的。許多橡膠模型制品如密封墊、減震制品(如膠圈、膠板)等都用此法生產(chǎn)。


 掃一掃
掃一掃